-

河北中铸铸造机械制造有限公司
主营:铸铁平台,铸铁平板,焊接工作台,铸铁T型槽平板 - 18203270721

河北中铸铸造机械制造有限公司
主营:铸铁平台,铸铁平板,焊接工作台,铸铁T型槽平板 13
13
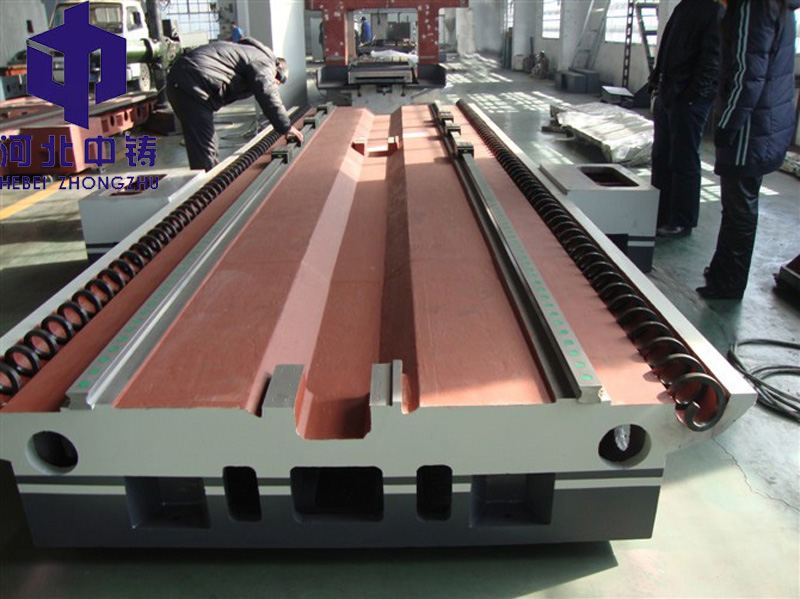
机床床身铸件介绍:
机床床身铸件**采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。
机床床身铸件按国家标准GB9439-88制造。
毛坯一般采用铸造的方法进行制造,目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如精密铸造,熔模铸造和离心铸造等。铸造量具进行机械加工时选择毛坯是一个非常重要的环节,量具毛坯的选择不经影响毛坯的加工工艺和工艺费用,而且也会影响到机械加工的工艺方法和加工质量。因此需要量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的种类,结构形状。量具毛坯一般采用铸造的方法进行制造。目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如*性铸造,精密铸造,鸭梨铸造,熔模铸造和离心铸造等。
机床床身铸件特点:
①床身铸件耐磨性与消震好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
②工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。
焊接平台是焊接工人进行焊接工作时使用的基准平面,在这个平面上工人可以对焊接工件进行形位上的比较,从而提高焊接的效率和质量。
一般来说焊接平台的外形可制成筋板式和箱体式,工作面可铸出T型槽以供操作人员装夹、调整设备用,平板的工作面有长方形,正方圆形.工作面采用刮削工艺,工作面上可加工V型、T型、V型槽和圆孔、长孔等。
材质: 材料为高强度铸铁HT200-250工作面硬度为HB160—210。经过两次处理(人工退火600?----700?和自然时效2---3 年,使该产品的稳定性和强度都有很大的提高。