-

河北中铸铸造机械制造有限公司
主营:铸铁平台,铸铁平板,焊接工作台,铸铁T型槽平板 - 18203270721

河北中铸铸造机械制造有限公司
主营:铸铁平台,铸铁平板,焊接工作台,铸铁T型槽平板 12
12
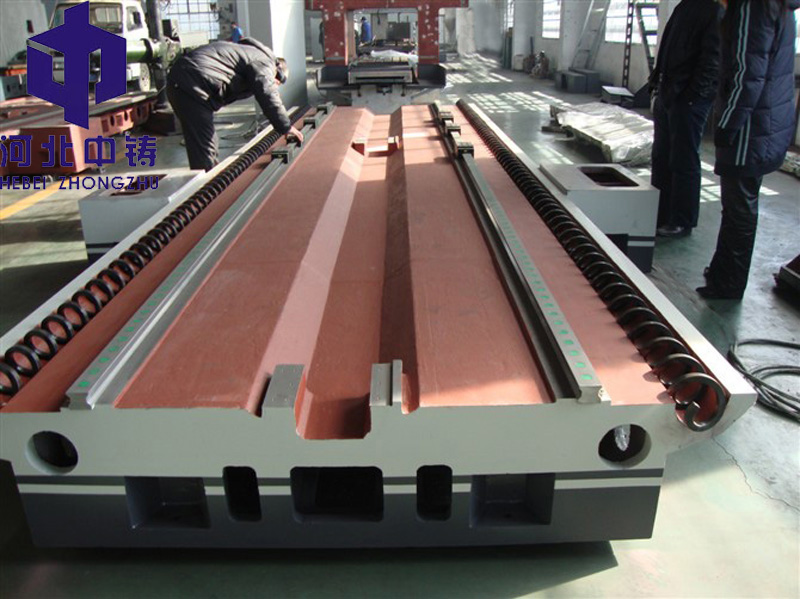
机床床身铸件介绍: 机床床身铸件**采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。 机床床身铸件按国家标准GB9439-88制造。 毛坯一般采用铸造的方法进行制造,目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如精密铸造,熔模铸造和离心铸造等。铸造量具进行机械加工时选择毛坯是一个非常重要的环节,量具毛坯的选择不经影响毛坯的加工工艺和工艺费用,而且也会影响到机械加工的工艺方法和加工质量。因此需要量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的种类,结构形状。量具毛坯一般采用铸造的方法进行制造。目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如*性铸造,精密铸造,鸭梨铸造,熔模铸造和离心铸造等。 机床床身铸件特点: ①床身铸件耐磨性与消震好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。②工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。 检验平板用途:检验平板适用于各种检验工作,精密测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线,在机械制造中也是不可缺少的基本工具。 检验平板表面质量检验:用涂色发检验。0级1级平板在每边为25毫米平方的范围内不少於25点,2级不少於20点,3级不少於12点。 检验平板精度:按国家标准计量检定规程执行,分别为0,1,2,3级四个级别。 检验平板规格:200×200-2000×4000(特殊规格根据需方图纸制作或双方商定生产加工) 。 检验平板材料:由高强度铸铁HT200-HT300制造,工作面硬度:HB170-240 。